Универсальный аппарат для аргонодуговой сварки и плазменной резки STS-205 AC/DC


- Технические характеристики
|
STS-205 AC/DC |
|||
|
Номинальное входное напряжение |
1 фаза ~230 В ±15% |
||
|
Макс. полезная выходная мощность |
TIG: 7,81 кВА |
||
|
MMA: 8,75кВА |
|||
|
Номинальный рабочий цикл (40C) 60% |
TIG: 200A/18 В |
||
|
Плазма: 40А/105В; MMA:160A/26.4 |
|||
|
100% |
Плазма: 50 A/105 В |
||
|
TIG 160A/16.4В; MMA: 160А/26,4В |
|||
|
Диапазон сварочного тока/напряжения |
TIG: 5A/10.2 В~250 A/20 В |
||
|
MMA: 20А/20.8 В~200 А/28В |
|||
|
Напряжение холостого хода |
70 В~80 В, Плазма 260-290VAC |
||
|
Коэффициент мощности |
0.8 |
||
|
КПД |
80% |
||
|
Пиковый ток |
5А~200А |
||
|
Частота импульса |
0.2 Гц~200 Гц |
||
|
Ширина импульса (Коэффициент) |
1~100% |
||
|
Аргонодуговая сварка переменного тока (AC TIG) Частотный диапазон переменного тока |
20 Гц~250 Гц |
||
|
Чиста ширина переменного тока (Баланс) |
+40~-40 |
||
|
Коэффициент частоты переменного тока (смещение переменного тока) |
+30~-50 |
||
|
MIX TIG Частота MIX |
1Гц~5Гц |
||
|
Баланс постоянного тока (%) |
20-80 |
||
|
Стартовый ток |
5 A~200 A |
||
|
Ток заварки кратера |
5 A~200 A |
||
|
Длительность повышения тока |
0.1 с~15 с |
||
|
Длительность понижения тока |
0.1 с-15 с |
||
|
Длительность предварительной подачи газа |
0.1 с-15 с |
||
|
Длительность подачи газа |
0.1 с-15 с |
||
|
Длительность горения точечной дуги |
0.1 с-10 с |
||
|
Форсаж дуги |
10 A~200 A |
||
|
Длительность горячего старта |
0.1-3 с |
||
|
Ток горячего старта |
10 A~2000 A |
||
|
Размер (ДхШхВ) |
490x230x385мм |
||
|
Вес (кг) |
26кг |
||
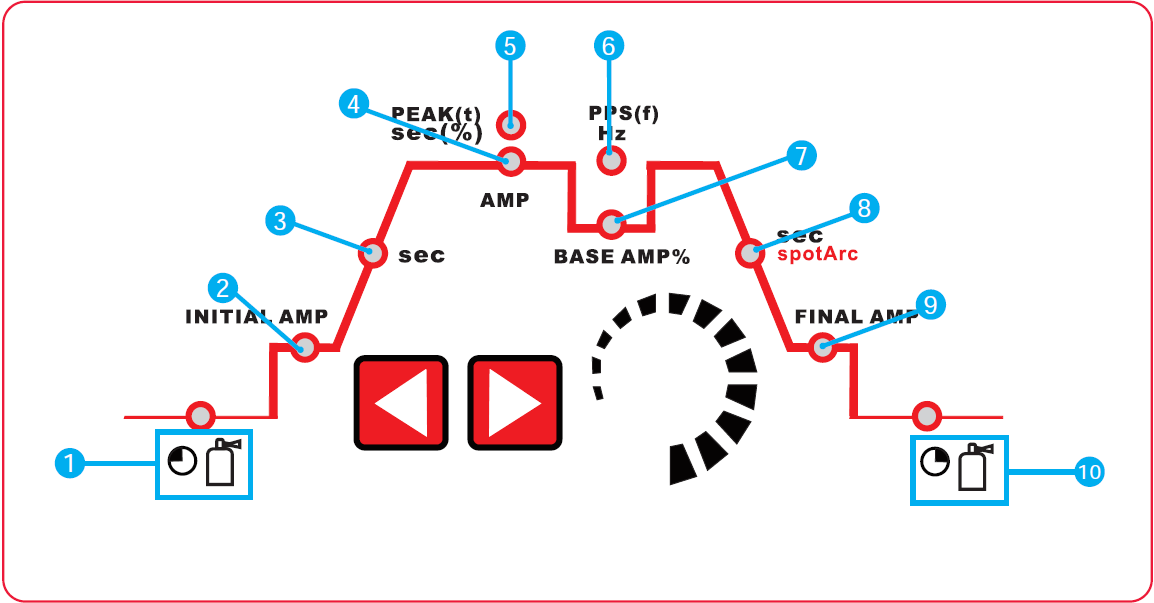
Общий вид панели управления
Значения параметров панели управления
|
1. Процесс сварки TIG-DC (аргонодуговая сварка на постоянном токе). TIG-АС (аргонодуговая сварка на переменном токе). TIG-MIX DC MMA (ручная дуговая сварка на постоянном токе). 2. Дисплей амперметра/вольтметра 3. Управление импульсами Включение/выключение импульсного режима 4. Режим 2T(STD) 4T(HOLD) Точечная дуга |
5. Полярность зажигания дуги переменный ток +/- 6. Тип волны переменного тока Расширенная квадратная форма волны Треугольная форма волны 7. TIG-МИКС (только для процесса MIX TIG) Частота MIX: 0.1 Гц-5 Гц Баланс переменного тока (%) 10-90 8. Диаметр вольфрамового электрода От 2.0 мм до > 4.0 мм 9.Типы управления: - Дистанционно(REMOTE) используется для ножной педали или дистанционной горелки -Панель управления(LOCALE) Управление с панели сварочного аппарата |
Локально: регулировка токов с помощью лицевой панели 10. Форма сигнала переменного тока Диапазон частот переменного тока 20 Гц – 200 Гц Баланс переменного тока (Чистая ширина переменного тока) +40 ~ - 40 Смещение переменного тока (Чистый коэффициент переменного тока) % +30 ~ -50 11. Память 12. Ручка управления параметрами сварки 13. Кнопка выбора параметров сварки 14. Последовательность функции (см. следующую главу) |
Термины и определения
|
№ |
Символ |
Описание |
||||||
|
1 |
|
Длительность предварительной подачи газа (аргонодуговая сварка (TIG)) Абсолютный диапазон настройки от 0.1 с до 5.0 с (с шагом в 0.1 с) |
||||||
|
2 |
INITIAL AMP |
Ток зажигания (аргонодуговая сварка (TIG)) Процент основного тока. Диапазон настройки от 1% до 100% (с шагом в 1%). |
Ток горячего старта (MMA) Процент основного тока. Диапазон настройки от 1% до 150% (с шагом в 1%) |
|||||
|
3 |
sec |
Время выхода на «Основной ток» заданные параметры сварки (аргонодуговая сварка (TIG)) Диапазон настройки от 0.00 с до 20.0 с (с шагом в 0.1 с). Длительность выхода может быть задана отдельно с фиксацией и без фиксации |
Длительность горячего старта (MMA) Диапазон настройки от 0.00 с до 5.0 с (с шагом в 0.1 с) |
|||||
|
4 |
AMP |
«Основной ток» (аргонодуговая сварка (TIG))/импульсный ток От I min до I max (с шагом в 1 А) |
Основной ток (MMA) От I min до I max (с шагом в 1 А) |
|||||
|
5 |
PEAK sec (%) |
Длительность импульса Диапазон настройки длительности импульса: от 0.01 с до 9.99 с (с шагом 0.01 с) |
||||||
|
|
|
Импульсы аргонодуговой сварки (TIG) Длительность импульса применяется к фазе основного тока (АМП) для импульсов. |
Для TIG-АС Special Длительность импульса применяется к фазе переменного тока для АС Special
|
|||||
|
6 |
PPS(f) Hz |
Длительность прерывания импульса Диапазон настройки длительности прерывания импульса: от 0.01 с до 9.99 с (с шагом в 0.01 с) |
||||||
|
|
|
Импульсы аргонодуговой сварки (TIG) Длительность прерывания импульса применяется ко вторичной фазе тока (АМП%) |
TIG-АС Special Длительность прерывания импульса применяется к фазе постоянного тока c АС Special |
|||||
|
7
|
BASE AMP% |
Вторичный ток (аргонодуговая сварка (TIG))/ток паузы импульса Диапазон настройки от 1% до 100% (с шагом в 1%). Процент основного тока. |
||||||
|
8 |
Время снижения тока (аргонодуговая сварка (TIG)) От 0.00 с до 20.0 с (с шагом в 0.1 с). Время снижения тока может быть задана отдельно с фиксацией и без фиксации |
|||||||
|
9 |
FINAL AMP |
Ток заварки кратера (аргонодуговая сварка (TIG)) Диапазон настройки от 1% до 100% (с шагом в 1%). Процент основного тока. |
||||||
|
10 |
Время прерывания подачи газа (аргонодуговая сварка (TIG)) Диапазон настройки от 0.1 с до 20.0 с (с шагом в 0.1 с). |
|||||||
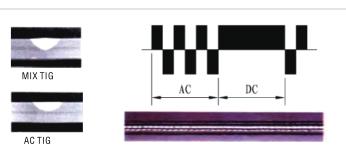
Управление TIG-МИКС
Особенности TIG-MIX
|
Особенности TIG-MIX: Переменный ток может обеспечить очень хорошую очистку от оксидной пленки, а постоянный ток может обеспечивать более глубокое проплавление. С помощью TIG-MIX можно получить отличную концентрированную дуги, которая дает возможность выполнять деликатную сварку как тонких, так и толстых пластин. 1) Хороший внешний вид сварки, глубокое проплавление 2) Отличная концентрация дуги 3)Увеличивает срок службы вольфрамового электрода |
|
|
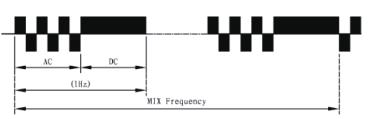
Частота TIG MIX (Гц): Длительность цикла TIG MIX - 1 секунда. Настраиваемый диапазон: 0.1-10 Гц. |
|
|
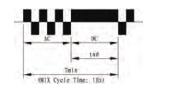
Баланс (постоянного тока) TIG MIX %: Баланс постоянного тока (%) = (tad/Tmix) x 100 |
|
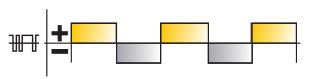
Элементы управления формой волны переменного тока
|
|
 |
 |
||||
|
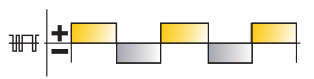
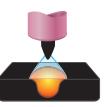
Управление частотой переменного тока Управляет шириной конуса дуги. Увеличение частоты переменного тока обеспечивает более целенаправленную дугу с улучшенным контролем направления. |
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля для угловых швов и автоматизированного применения |
||||
|
Примечание. Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для получения более широкого сварного шва |
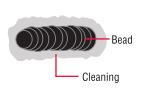
Более широкая капля и дуговая очистка
|
Более узкая капля и дуговая очистка
|




|
|
 |
 |
||||
|
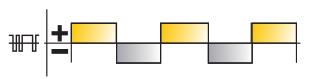
Управление балансом переменного тока Управляет дуговой очисткой. Регулировка % EN формы волны переменного тока управляет шириной зоны очистки от оксидной пленки вокруг сварного шва.
|
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля, хорошее проплавление, идеальное для наплавки |
||||
|
Примечание. Установите регулятор Баланса переменного тока таким образом, чтобы достичь надлежащей очистки от оксидной пленки по бокам и перед сварной ванной. Баланс переменного тока должен быть точно настроен в зависимости от того, насколько тяжелыми и толстыми являются оксиды.
|
Более широкая капля и дуговая очистка от оксидной пленки |
Более узкая капля без видимой очистки
|




 |
 |
 |
|
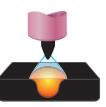
Независимое управление силой переменного тока Позволяет независимо устанавливать значения силы тока EN и EP. Регулирует соотношение силы тока EN и EP для точной регулировки подачи тепла на деталь и электрод. |
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля, хорошее проплавление, идеальное для наплавки |
|
Сила тока EN контролирует уровень проплавления, в то время как сила тока EP резко влияет на дуговую очистку от оксидной пленки вместе с управлением балансом переменного тока. |
Более широкая капля и дуговая очистка
|
Более узкая капля без видимой очистки
|


TIG-импульс постоянного тока
Высокоскоростное управление TIG-импульсом постоянного тока
• Импульсов в секунду (PPS) (Гц): постоянный ток = 0.1 – 5000 PPS
• % ВКЛ - % Пикового времени: 5 – 95% (Управляет количеством времени в каждом импульсном цикле при ПИКОВОЙ силе тока).
• Фоновая сила тока: 5 – 95% (Устанавливает значение тока низкого импульса в качестве % от пиковой силы тока).
|
ОБЫЧНЫЙ ТИГ-ИМПУЛЬС |
ВЫСОКОСКОРОСТНОЙ ТИГ-ИМПУЛЬС
|
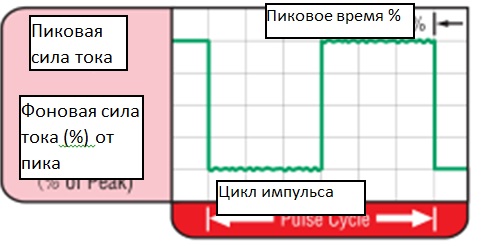 Связь между частотой импульса и скоростью движения определяет расстояние между пульсациями. Медленное пульсирование также может быть согласовано с добавлением присадочного металла и может повысить общий контроль сварочной ванны.Как правило, от 1 до 10 PPS. Обеспечивает нагрев и охлаждение сварочной ванны и может уменьшить искажение за счет снижения средней силы тока. Этот эффект нагрева и охлаждения также создает отчетливую структуру пульсации в сварном шве.
|
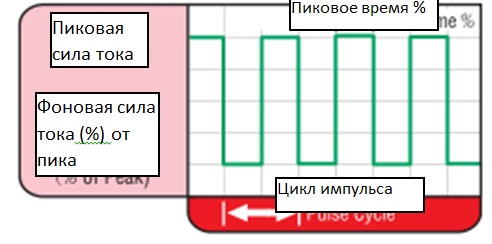 Это обеспечивает максимальную стабильность дуги, увеличивает проплавление и увеличивает скорость движения (общий диапазон: 100-500 PPS).Пульсирование сварочного тока с высокой скоростью – между высоким пиком и низким фоном – также может сжимать и фокусировать дугу.При превышении 40 PPS TIG-импульсы становятся более слышимыми, чем видимыми, увеличивая перемешивание ванны для улучшения свариваемой микроструктуры. Эффекты гашения дуги высокоскоростной пульсации выходят на новый уровень. Способность пульсировать с частотой 5000 PPS дополнительно повышает стабильность дуги и потенциал концентрации, что чрезвычайно выгодно для автоматизации, где требуется максимальная скорость движений.
|