Источники питания для полуавтоматической сварки Lincoln Electric с высоким уровнем надежности
Источники питания для полуавтоматической сварки Lincoln Electric предлагает компания «Сварочные Технологии» по выгодным ценам. Мы специализируемся в данной области уже давно, и можем предоставить вниманию наших покупателей в Тюмени широкий ассортимент продукции такого плана. С техническими характеристиками изделий можно ознакомиться на нашем сайте.
Особенностью полуавтоматической сварки является постоянная, независимая от сварщика скорость подачи сварочной проволоки. Для обеспечения устойчивого процесса сварки необходимо обеспечить постоянство длины дуги. В противном случае возможен обрыв дуги или короткое замыкание проволоки на изделие. Для обеспечения постоянства длины дуги необходимо, чтобы в процессе сварки соблюдалось соотношение:
| Vпод = Vпл | |
| где: | Vпод - скорость подачи сварочной проволоки; Vпл - скорость плавления сварочной проволоки. |
Характеристика источника питания должна быть такой, чтобы при случайном нарушении этого соотношения она позволяла вернуться к его соблюдению в максимально короткие сроки.
Рассмотрим, что происходит при механизированной сварке при неожиданном увеличении или уменьшении длины дуги. На рис.2 изображена возрастающая характеристика дуги при различной ее длине l, l1, l2, а также жесткая характеристика источника питания. При увеличении длины дуги рабочая точка О перемещается в O1 и сила тока уменьшается - I1. После уменьшения силы тока снижается количество теплоты, выделяемой в дуге, и скорость плавления проволоки уменьшается. В этот период времени скорость подачи проволоки становится больше скорости плавления: Vпод> Vпл. Конец проволоки приближается к изделию, и длина дуги самостоятельно восстанавливается. Этот процесс называется саморегулированием длины дуги.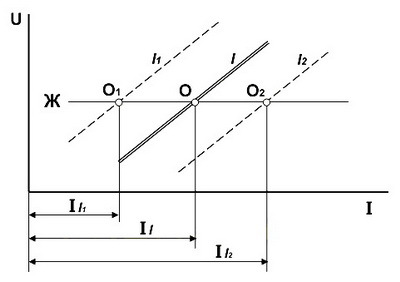
Рис.2 Зависимость изменения тока от колебания длины сварочной дуги
(Ж - жесткая характеристика источника питания)
Процесс сварки будет стабильным, если реакция по изменению скорости плавления проволоки после изменения длины дуги будет быстрой. В этом случае говорят, что процесс саморегулирования проходит активно.
Рассмотрим, как влияет на активность саморегулирования вид внешней характеристики источника питания. На рис.3 приведены три различные характеристики источников питания: пологопадающая (П), жесткая (Ж), возрастающая (В).
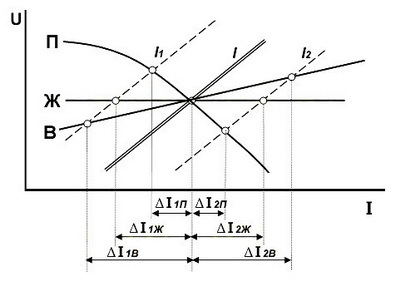
Рис.3 Влияние формы внешней характеристики источника
на изменение тока при колебаниях длины дуги
Наиболее резкие колебания силы тока, обеспечивающие активное саморегулирование, будут при возрастающей характеристике источника питания, при жесткой характеристике саморегулирование происходит менее активно, еще менее активно оно будет происходить при пологопадающей характеристике. Поэтому если проволока при сварке подается относительно медленно, возможно использование пологопадающих или жестких характеристик. Это обычно бывает при сварке под флюсом, когда диаметры проволок достаточно большие и скорости их подачи относительно невелики и колеблются в пределах 50-200 м/ч. При сварке в углекислом газе диаметры проволок ниже, поэтому для обеспечения высокой производительности их скорости подачи выше - до 400 м/ч. В этом случае обязательно применение жестких характеристик. При сварке на форсированных режимах при очень высоких скоростях подачи проволоки возможно применение источников питания с возрастающими характеристиками.
Источники питания с крутопадающими характеристиками, предназначенные для ручной полуавтоматической и автоматической сварки, применяться не могут, так как не обеспечивают саморегулирования длины дуги и стабильность процесса сварки.
Кроме принципа саморегулирования в некоторых сварочных аппаратах используется принцип автоматического регулирования длины дуги. Он заключается в том, что в процессе сварки скорость подачи проволоки не постоянна, а изменяется в зависимости от длины дуги, а следовательно, и напряжения на ней. Управление скоростью подачи проволоки осуществляется за счет обратной связи между дугой и двигателем подающего механизма.