MIG-350ST Double Pulse




|
Краткие характеристики |
Процессы: Полуавтоматическая сварка (MIG) Сварка порошковым электродом
|
Применение: Металлический цех; Монтажные работы; Легкая промышленность. |
Входная мощность: 350ST: 400 В, 3-фазная Диапазон изменения силы тока: 350ST:10-350A Номинальная выходная мощности при 40 ° C (104°F): 350ST:350A при 31.5 В @60% Рабочий цикл Вес: 350ST: 65кг |
Особенности аппарата
Точность дуги:
• Многозадачность – полуавтоматическая сварка (MIG), сварка порошковой проволокой, аргонодуговая сварка (TIG) и импульсная полуавтоматическая сварка (MIG Pulse), MIG Double Pulse для сварки алюминия.
• Синергетический контроль – Настройка процедуры сварки одним элементом управления, простота настройки и эксплуатации.
• Синергетическая MIG-сварка источник обеспечивает связь между подающим механизмом, источником и сварочной дугой. По мере увеличения или уменьшения скорости подачи проволоки, напряжение дуги также увеличивается или уменьшается для поддержания постоянной, устойчивой сварочной дуги.
• Сварка углеродистой стали во всех положениях с помощью импульсной полуавтоматической сварки (MIG).
• Специальная система управления формой сигнала: Поддерживает стабильную плавную дугу для сварки стали короткой дугой. Улучшенное проплавление при сварке больших толщин алюминия.
• Динамическое управление одним нажатием кнопки.
• Быстрое, точное, чистое зажигание и гашение дуги.
• 10-канальная память.
Выдающиеся качества:
• Новая разработка с использованием новейших технологий в области силового электронного оборудования, позволяет добиться потрясающей надежности. Это выгодно отличает нас от любых конкурентов.
• Сертифицировано в соответствии с ЕС.
• Один год гарантии
Техническая спецификация
|
MIG-350ST Double Pulse |
MIG-500ST Double Pulse |
||
|
Номинальное входное напряжение |
3-фазное ~ 400В ±15% |
3-фазное ~ 400В ±15% |
|
|
Макс. полезная выходная мощность |
15.26кВA |
26.99кВA |
|
|
Продолжительность включения (40°C) 60% |
MIG: 350A/31.5В |
MIG: 500A/39В |
|
|
|
MMA: 350A/34В |
MMA: 500A/40В |
|
|
100% |
MIG: 300A/29В |
MIG: 350A/31.5В |
|
|
|
MMA:300A/32В |
MMA:350A/34В |
|
|
Диапазон сварочного тока/напряжения |
MIG: 10A/14.5В~350A/31.5В |
MIG: 10A/14.5В~500A/39В |
|
|
|
MMA:10A/20.4В~350A/34В |
MMA:10A/20.4В~500A/40В |
|
|
Холостое напряжение |
70В~80В |
70В~80В |
|
|
Коэффициент мощности |
0.85 |
0.85 |
|
|
КПД |
85% |
85% |
|
|
Длительность предварительной подачи газа |
0,1-1сек |
0,1-1сек |
|
|
Длительность подачи газа |
0,1-1сек |
0,1-1сек |
|
|
Механизм подачи проволоки |
4 ролика |
4 ролика |
|
|
Диапазон скорости подачи проволоки |
0~25 м/мин |
0~25 m м/мин |
|
|
Емкость катушки для проволоки |
300 мм (15 кг) |
300 мм (15 кг) |
|
|
Присадочная проволока диаметр (мм) Fe, Ss: |
0.6~1.6 мм |
0.6~1.6 мм |
|
|
Порошковая проволока: |
0,8~1,6мм |
0,8~1,6мм |
|
|
Алюминевая проволока: |
1,0~1,6мм |
1,0~1,6мм |
|
|
Размер (ДхШхВ) |
960x420x1400 мм |
960x420x1400 мм |
|
|
Вес (кг) |
65 кг |
85 кг |
|
|
|
|||
|
Система водяного охлаждения: WC-100 |
|||
|
Рабочее напряжение |
230В 50/60 Гц |
||
|
Номинальная мощность |
260 Вт |
||
|
Мощность охлаждения |
1.5 кВт(1 л/мин) |
||
|
Максимальное давление |
0.3 МПа/60 Гц |
||
|
Рекомендованная охлаждающая жидкость |
20%~40% этанол/вода |
||
|
Объем бака |
6.5 л |
||
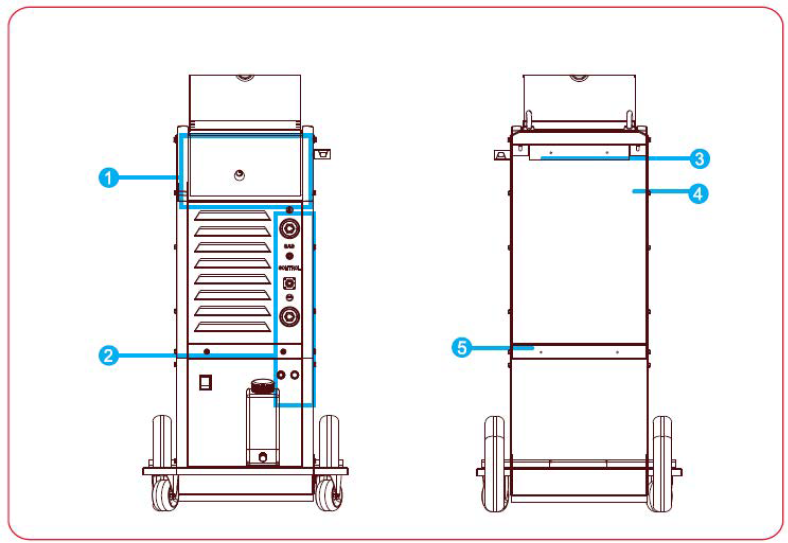
Панель и соединения
1. Панель управления
2.Панель с разъемами для подключения
3. Выключатель питания
4. Подключение заземления
5. Соединительный ниппель М16х1.5, подключение газа
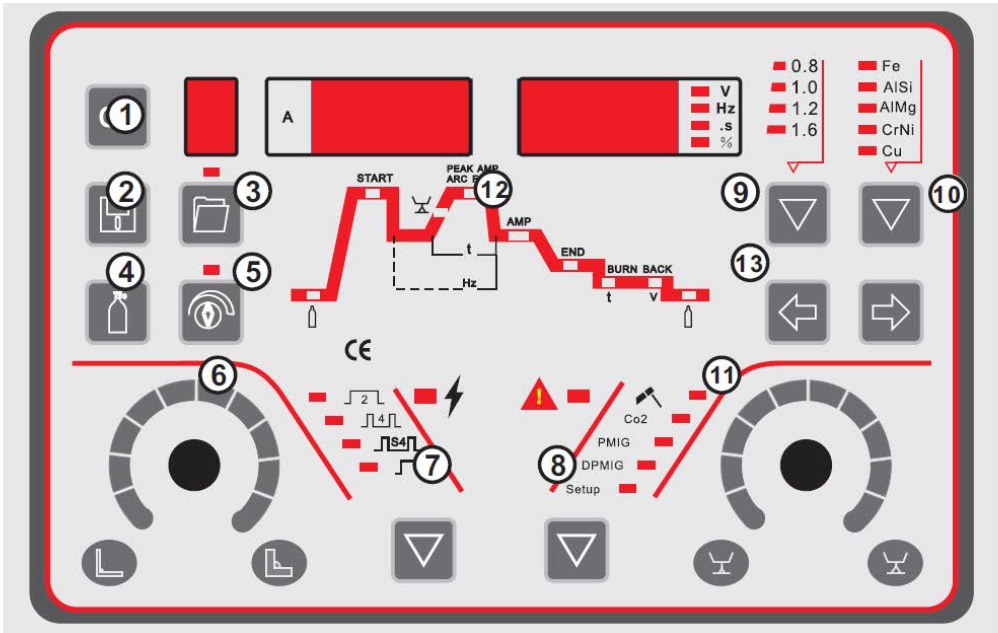
Общий вид панели управления
|
1. Выбор канала памяти
|
8. Сварочные процессы Нажмите, чтобы выбрать: MMA-ручная дуговая сварка покрытым электродом; CO2- MIG/MAG – сварка в среде инертного/активного газа; P. MIG (MIG Pulse)- Импульсная сварка; DP MIG (Double Pulse MIG)- полуавтоматическая сварка с двойным импульсом; Setup – для самостоятельной настройки сварочных параметров. Для точного выбора синергетических параметров, установите необходимые диаметры и тип сварочной проволоки. |
|
2. Сохранение параметров в канал памяти
|
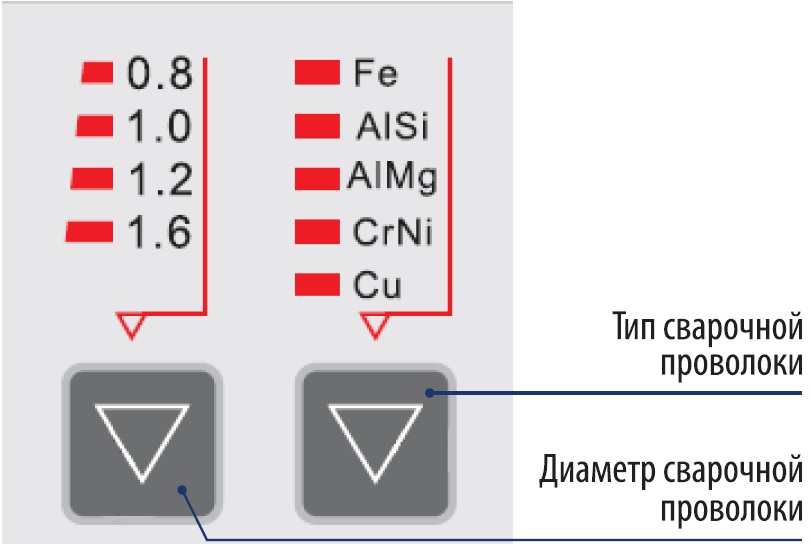
9.Нажмите для выбора необходимого диаметра проволоки. |
|
3. Открытие папки с сохраненными программами в каналах памяти |
10. Тип проволоки. |
|
4.Продувка газа
|
11. Рукоятка управления параметрами динамики дуги (ширина и интенсивность дуги). |
|
5.Нажмите, чтобы использовать синергетические настройки |
12.Диаграма последовательности функций во время сварки. |
|
6.Рукоятка настройки параметров сварки Регулировка скорости подачи проволоки
|
Настройка сварочных функций. 13.Настройка сварочных функций. Кнопки настройки функций последовательности сварки. |
|
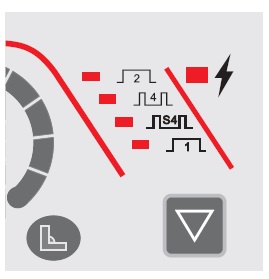
7.Режимы 1)2Т – для начала сварки нажмите и удерживайте кнопку горелки; 2)4Т - для начала сварки нажмите и отпустите кнопку горелки; Для завершения сварки, нажмите кнопку горелки повторно. 3)S4: для сварки алюминия. 4)режим точечной сварки. |
|
Синергетический контроль
Синергетическая MIG-сварка
Режим синергетической импульсной сварки предлагает простое управление с помощью одной кнопки. Машина выберет правильную мощность импульса на основе скорости подачи проволоки (WFS), установленной оператором.
Режим S4T
Режим S4T- сварка алюминия легко и уверено.
Встроенная автоматическая функция Горячий старт предотвращает неполное сваривание в начале шва, данная проблема часто встречается при сварке алюминия. В момент окончания сварки аппарат постепенно уменьшает сварочный ток. Чтобы устранить дефекты (кратер). Регулируемая скорость предварительной продувки газа, а также продувки газа в конце сварки, обеспечивает стабильную газовую защиту сварочной ванны.
Новейшая система управления формой волны

Новейшая технология системы управления формой волны с режимом управления импульсной MIG-сваркой позволяет полностью контролировать выходную мощность сварки и обеспечивает точную работу с дугой. Во время сварки используется простой цикл переноса расплавленной капли проволоки с минимальным количеством брызг.
Двойной импульс

Двойной импульс использует последовательность меняющихся форм волн импульса. Сварочные свойства в данном режиме максимально приближены к аргонодуговой сварке, отличный внешний вид сварочного шва. Двойной импульс регулирует длину дуги вместе с тепловой нагрузкой, что облегчает процесс проплавления.
Импульсная сварка MIG
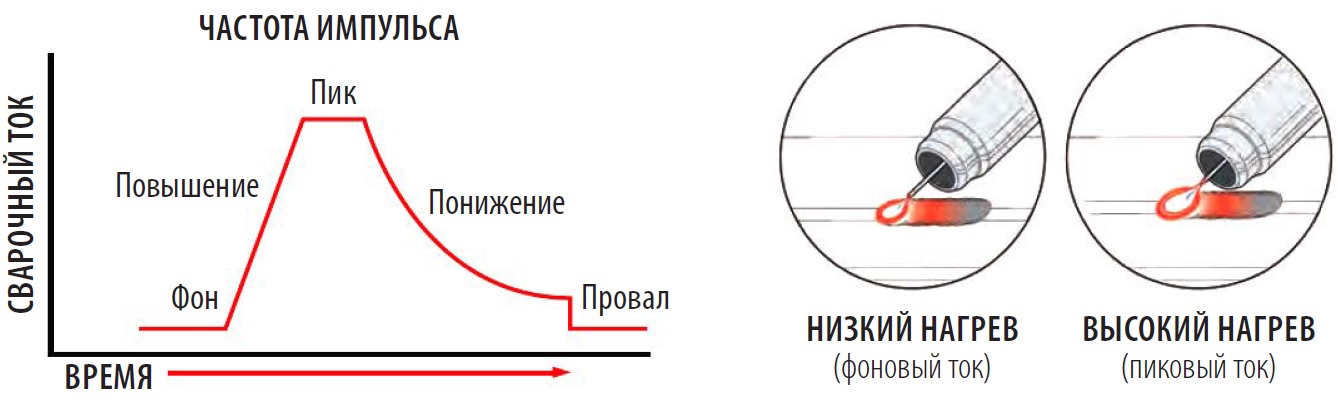
Импульсная MIG-сварка изменяет сварочный ток между пиковым (высокий нагрев) и фоновым (низкий нагрев) током для обеспечения лучшего контроля за тепловложением, тем самым сводя к минимуму деформацию и прожог тонких материалов. Импульсная MIG-сварка возможна в разных пространственных положениях.
Оптимальные формы сигналов GMAW-P доступны для работы с алюминием, углеродистой сталью, высокопрочной низколегированной сталью, нержавеющей сталью и никелевыми сплавами
Импульсная сварка (MIG)
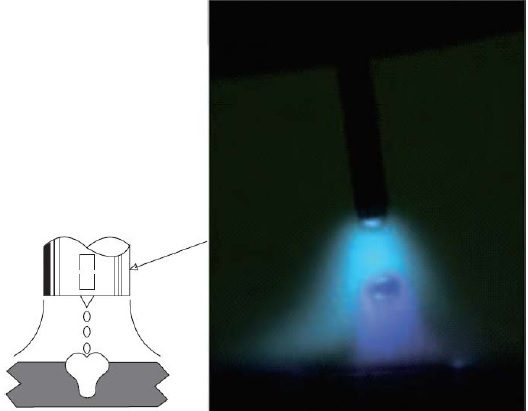
Импульсная сварка (MIG) очень точно регулирует тепловую нагрузку, перенося одну каплю за импульс, и обеспечивает надежную и стабильную дугу в широких областях капельного переноса.
В областях между переносом от короткой дуги, до мелкокапельного переноса метала. Дуга с мелкокапельным переносом металла переносит , поток крошечных расплавленных капель по дуге, от сварочной (электрода до основы метала проволоки электрода до основы металла. Во время этого процесса издается характерный жужжащий или гудящий звук.
Преимущества импульсной сварки MIG:
- Высокий коэффициент наплавки;
- Хорошее спавление и проплавление метала;
- Хороший внешний вид сварочного шва;
- Возможность использования больших диаметров проволоки для сварки метала меньших толщин;
- Минимальное количество брызг.
Принадлежности

Расходные материалы
